







...
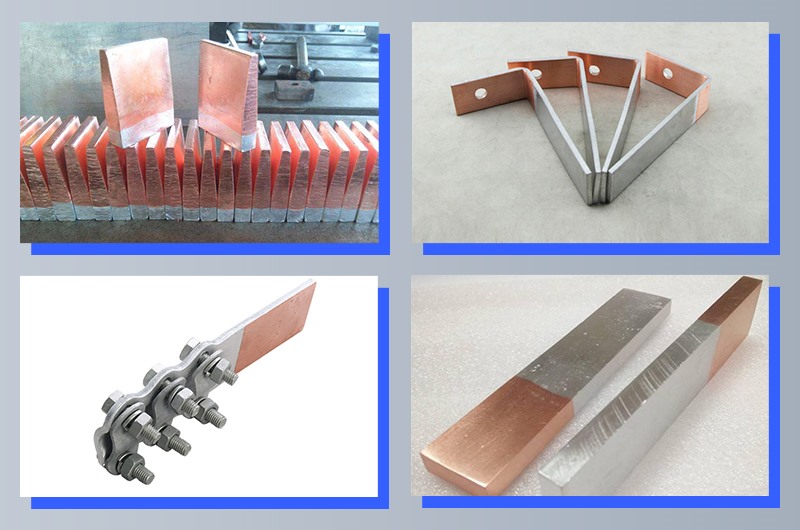
6063アルミニウム合金と赤銅継手のろう付けプロセスの導入
アルミニウムと銅は、電気伝導率と熱伝導率が高いため、電気伝送、熱交換、日用品の分野で広く使用されています。これに対して、アルミニウムの電導率や熱伝導率は銅ほど良くなく、アルミニウムの市場価格は銅の1/3、アルミニウムの密度は銅の1/3にすぎません。機械的特性や電熱特性を考慮しないと、同一部品のアルミニウム材料のコストは銅材料のコストの1/9です。したがって、多くの産業は、マイクロ電子機器、エネルギー機器、ハイブリッド車用バッテリー、エネルギーバッテリーの準備など、生産コストを削減するために「銅をアルミニウムに置き換える」技術を採用しています。アルミニウム銅接続には多くの方法があります。技術や材料などのさまざまな側面から始めて、溶融溶接とろう付けを使用できます。その中で、溶融溶接アルミニウム/銅継手は高い生産効率と美しい成形性を有するが、接合部は脆く、強度が低く、割れやすい。はんだ組成とろう付け工程を厳密に制御することを前提に、優れた性能を有する銅/アルミニウム継手が得られる。したがって、ろう付けは有望な銅アルミニウム接続技術である。
6063アルミニウム合金と赤銅接合部のろう付けプロセス
6063アルミニウム合金/赤銅接合部の効率的な接続を実現するために、私たちが使用する材料は6063アルミニウム合金と赤銅です。はんだは、それぞれzn75al25およびzn92al8亜鉛アルミニウムフラックス入り溶接ワイヤ、ならびに対応する亜鉛アルミニウム固体コアはんだです。フラックスはcsf-alf3中温非腐食性フラックスである。火炎を熱源として使用し、TIG溶接の操作方法を採用しています。
従来のろう付けでは、固体はんだおよびCSF AlF3中温非腐食性フラックスは、まずラップジョイントの端に敷設され、次いで加熱のために抵抗炉に置かれる。新しいろう付けプロセスは、溶接材料としてフラックス入りろう付け線を使用し、フラックスと溶加材の量を科学的に比例させ、LPG火炎を熱源として使用し、タングステンアルゴンアーク溶接の操作方法を使用します。csf-alf3の中温非腐食性フラックスが溶接ワイヤのコアに包まれているため、ワイヤ充填とフラックス添加が同時に行われ、操作に便利で生産効率が高い。
6063アルミニウム合金と赤銅接合部のろう付けプロセス の特徴
1)従来の炉でろう付けされた接合部と比較して、新しいろう付けプロセスによって得られた6063アルミニウム合金/赤銅継手は、より微細で密度の高い微細構造およびより高いせん断強度を有する。銅とアルミニウムに対するzn78al22はんだの濡れ性と接合部のせん断強度は、zn92al8はんだ接合部の剪断強度よりも高い。
2)zn75al25新しいろう付けプロセスによる6063アルミニウム合金/赤銅接合部のろう付け継ぎ目のアルミニウム側の微細組織は、白色ネットワーク分布であり、析出した第1 α Alは黒色(α Al + β Zn)共晶体で包まれている。銅側の構造は銅亜鉛アルミニウム固溶体界面化合物、白色ブロックβ Zn組織および樹状組織であり、残りは多数の黒色(α Al+β Zn)共晶体である。
3)新しいろう付けプロセスは効果的に6063アルミニウム合金/赤銅接合部の溶接を実現することができます。これは、便利な操作、高い溶接効率および高い接合せん断強度、最大70.2n / mm2の利点を有する。






