







銅アルミニウムの摩擦の導入 両方の銅とアルミニウムは、電気伝導体を作るために使用され、アルミニウムの密度は銅の3分の1です。そのため、アルミニウムおよび銅形成コネクタは、コストを削減し、機械部品の品質を低下させ、それぞれの利点を発揮することができます。...
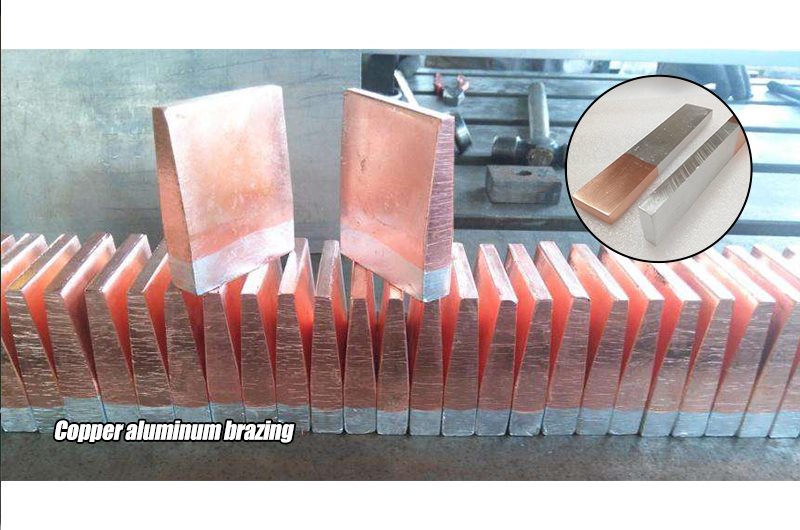
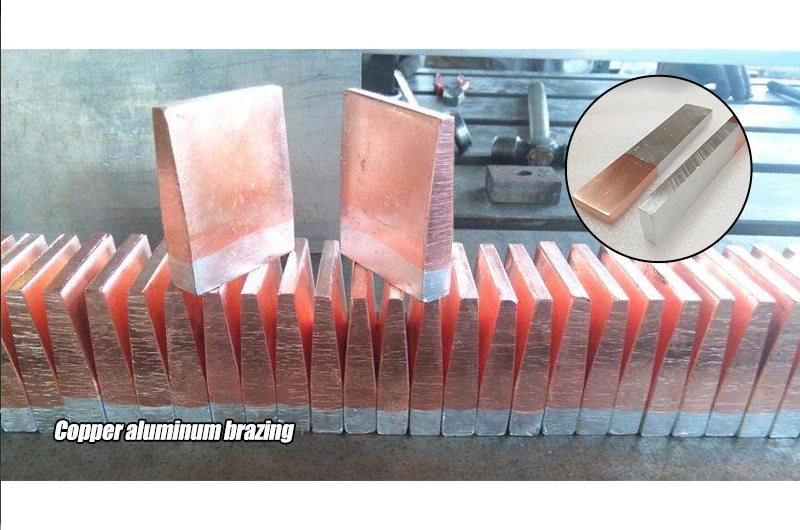
銅アルミニウムろう付けの導入
銅とアルミニウムの両方が電気伝導体を作るために使用され、アルミニウムの密度は銅の3分の1です。そのため、アルミニウムおよび銅形成コネクタは、コストを削減し、機械部品の品質を低下させ、それぞれの利点を発揮することができます。
銅アルミニウムろう付けの方法
- 溶接プロセス:ろう付けプロセス、酸素プロパン(天然ガス)、酸素-アセチレン、石油液化ガス炎ろう付け。
- 溶接ツール:石油液化ガス、ろう付けトーチ付きガスボンベ。
- 溶接前処理
(1) 銅管・アルミニウム管の溶接
- ジョイント設計:関節の片側ギャップは0.08〜0.2mmで制御する必要があり、溶接部の長さは一般的に30mm以下です。
- 表面処理:溶け合い溶接領域で油やその他の汚染物質を洗浄するために、水上または金属洗浄液を使用し、その後、スクレーパー(または粗いサンドペーパー、または銅ブラシ、またはワイヤーブラシ)を使用して、ジョイント溶接領域の表面の絶縁層を削り取ります。
注: はんだは毛細血管の作用によって溶接され、研磨後の溶接には役立たないため、研磨できません。
(2)銅棒とアルミバー(または銅線とアルミ線)の溶接:
溶出部から油やその他の汚染物質を洗浄するために、ライまたは金属洗浄液を使用し、その後、銅ブラシ(またはワイヤーブラシ、スクレーパー、または粗いサンドペーパー)を使用して、ジョイント溶接領域の表面の絶縁層を削り取ります。
注: はんだは毛細血管の作用によって溶接され、研磨後の溶接には役立たないため、研磨できません。
- 火炎制御と加熱
(1) 工具の選定
均一に加熱された空気補助燃焼溶接トーチ(溶接トーチには空気流制御弁と回転装置が装備され、炎は溶接先端を通して回転し、炎は均一に噴霧される)この溶接トーチは、当社が販売しており、還元炎(天然ガス、石油)が好ましい液化ガス燃焼炎です。
(2) 加熱方法:
炎は柔らかく、溶接領域を完全にカバーする必要があります。接続領域を中心として上下左右に動かして接続領域を均等に加熱する必要があります(異なる金属が接続されている場合は、熱伝導性の高い金属を加熱する必要があります)。例えば、銅とアルミニウムを溶接する場合、接続を確保するために、より多くの銅部品を加熱する必要があります。コンポーネント温度)。
(3) 充填ワイヤー方式:
暖房中に。フラックス状のワイヤは、接続領域のワークピースに接触することができます(ワークの温度はワイヤを溶かし、溶接効果が良くなります)。ワイヤーが溶けることができることが判明した場合、ワイヤーはすぐに供給され、過熱やベースメタルへの損傷を避けるために加熱を停止する必要があります。溶融したはんだが溶接を満たすまで溶接ワイヤを供給します(溶融したはんだが毛細血管作用によって溶接部に浸透するため、溶接部がはんだで満たされているのが視覚的にわかると溶接ワイヤへの給餌を停止します)。
(4) 冷却方法:
溶接後にトーチを取り外して、自然に冷却できるようにします。
注:溶接時は、長時間あるポイントを照らしている炎を避け、溶接温度はベースメタルを燃やさないように630°Cを超えないようにしてください。
安全上の警告:ろう付け作業は、保護服、保護手袋、保護眼鏡(または保護フェイスシールド)を着用し、皮膚に液体フラックスが飛び散り、火傷を引き起こすのに注意する必要があります。
- 溶接後の処理:
冷却後にそれ以上の処理は必要なく、フラックス残渣は目に見えるが非腐食性であり、水分を吸収せず、しっかりと付着する。必要に応じて、金属ブラシを使用して浸漬後に除去するなど、物理的な方法を使用することをお勧めします(小さなバリがある場合は、細かいサンドペーパーで研磨することができます)。






